



南部美人の酒づくり 「米」編
「米」について
厳選した米で酒造りを追求する
日本酒は基本的には、米と米麹と水を原料として造られます。ここに伝統の各蔵独特の技術や熱意が加わり、その蔵独特の味わいを創造していくのです。
まず原料米は、岩手県と酒造組合と岩手県工業技術センターが共同開発した岩手のオリジナル酒造好適米「吟ぎんが」や「ぎんおとめ」を中心に使用します。「吟ぎんが」は吟醸酒専用の米、「ぎんおとめ」は純米酒や本醸造専用の米です。さらに、2012年からは、日本最高級の酒米「山田錦」を超えようと、大吟醸専用に開発された岩手のオリジナル酒造好適米「結の香」も使用開始しました。
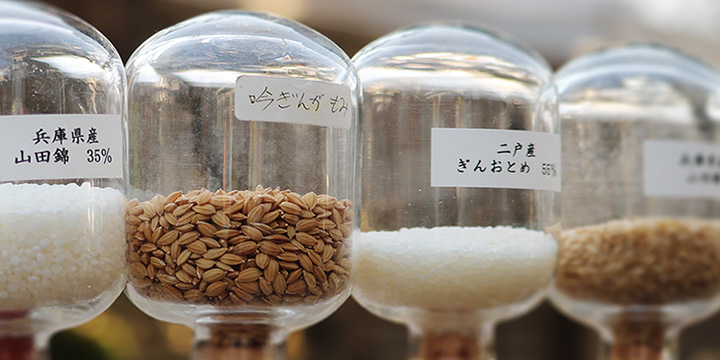
その中でも「ぎんおとめ」は、岩手県北だけで栽培されており、南部美人の場合は、地元二戸市金田一の「金田一営農組合」さんと契約栽培をしております。
特殊な技術を使い、限りなく有機に近いナチュラルな米の栽培方法を確立させ、その生産される「ぎんおとめ」は100%南部美人で使用されます。この栽培方法は、全農岩手県本部より「特別栽培」の認証を受けており、地域密着で地元の米を使う、という地酒ならではの取り組みも加速させています。
南部美人のもう1つの商標取得の別ブランド「芳梅」では、滝沢市の農家と契約栽培した合鴨農法の完全無化学肥料無農薬栽培の「美山錦」を使用し、究極の米造りと、究極の酒造りを追求したシリーズも展開します。
そして、南部美人のビューティーシリーズでは、同じ「純米吟醸」というカテゴリーの中で「同じ精米歩合」「同じ酵母」を使用し、米だけ「山田錦」「愛山」「美山錦」など違った種類を使い、米の味わいを楽しんでいただくシリーズも始めております。

南部美人は酒造りの原点である「米」に大きなこだわりを持って酒造りをしております。
「精米」について
米をみがく、米を白くする
お米が収穫され次は精米をします。米の表層部には清酒製造に悪影響を与える蛋白質・脂質・灰分・ビタミン類が多く存在します。そこで、これらを取り除く必要があり、この操作を精米といいます。
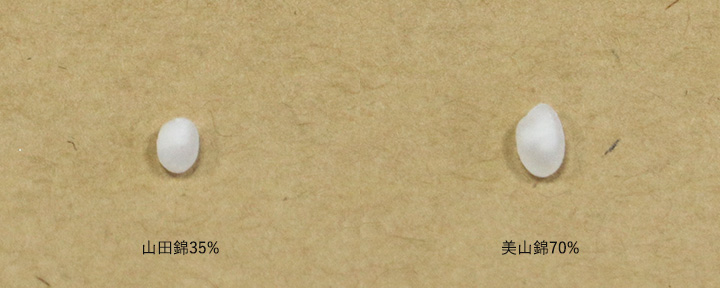
精米することを米をみがくともいい、また、精米歩合を低くすることを米を白くするともいいます。 普通に食べるご飯の米は精米歩合90%(10%磨いて残り90%という意味)程度ですが、 お酒になる米は南部美人では最低で70%まで磨きます。一番磨いている大吟醸では35%まで磨きます。
食米などは横型精米機で精米しますが、酒造用のお米は専用の竪型精米機(たてがたせいまいき)で磨き上げます。 精米はロールと米の摩擦で磨いていきます。そうすると摩擦熱が出てくるのでその熱をなるべく上げないように精米していきます。 昔はこの作業を手動でやっていたので精米も職人の技術が大切でしたが、現代ではコンピューターでしっかりと管理できます。以前よりも精度の高い精米が可能になりました。
南部美人でもできるだけ米を精米し、雑味のない、美しい酒にするために、努力をしております。
「洗米」について
南部美人では米洗いは2種類の方法でやります。 大吟醸など高精白(精米歩合35%、40%など)の米をザルで手洗いする方法と、それ以外はジェット気泡で洗う方法です。
洗米と浸漬は秒単位で見極める
米が精米されて小さくなればなるほど割れやすく、吸水時間が早いため手で洗います。以前は竹のザルを使用していましたが、現在ではステンレス製のザルを使用します。
このステンレス製のザルは非常にすばらしく、まず吸水率データーを取る際に重さを量るのですが、竹のザルだとどうしてもザル自体が水を吸ってしまうし、 個々の重さがバラバラなのでデーターがきちっと取り難かったのですが、ステンレスのザルは重さが全て一緒で、データーのばらつきが無くなりました。さらにこのステンレスザルの網の目が特殊で、水の切れがすごく良いのが特徴です。

米の洗い方は「半切り」といわれる容器に米と同じ温度の水を入れて洗います。ひとつのザルに約10kgの米を入れて三人で同時に洗います。
「スタート」の声で同時に洗い始め、1分間きっちりと糠を取ります。そして1分経ったら引き上げて、掛け水をしてさらに糠を洗い流します。そしてその後、綺麗な水に同時に入れて吸水させます。

吸水時間はスタートの声と同時ストップウオッチで計り始めます。35%だと大体8分から9分くらい、これは米の種類や精米歩合、米、水の温度、米の元から持っている水分量など色々なファクターで違います。ここを見極めるのが非常に難しいです。
南部美人では麹米は吸水133%から135%、掛米は125%から128%を目標にしています。ただし、これは使用する酵母などで違ってくるため一概には言えません。吸水が終わった米は水を切って重さを量って吸水率を出します。
これらの吸水方法は限定吸水という方法で、米の芯まで水を吸わせずにある一定のところで水から引き上げます。吸水の終わった米は外側が白くなっています。

精米歩合50%前後には有効なジェット気泡洗米
2011年から導入した新しい洗米方法です。鑑評会出品用の大吟醸以外の全てのお酒でこの洗米方法を採用しております。この方式は、東北の有名地酒蔵元を中心に全国の有名地酒蔵元で採用されており、今最も良い洗米方法といえます。
簡単に説明すると、米をジェット気泡で洗って、汚れを即排出し、さらにジェットで流送するので、米が割れない、ということです。特に吟醸酒や純米吟醸のような精米歩合50%前後のところには大変有効と考えておりますが、南部美人では普通酒まですべてのこの洗米方法を採用しております。
この洗米方法の詳細については、株式会社ウッドソン様のウェブサイトで詳しく掲載されておりますので、ご覧ください。
「蒸米」について
判断材料は科学的なデータと感覚と食感
お酒の原料の米は普通のお米と違い「蒸し」ます。普通なら炊飯ジャーに洗った米を入れて水を入れてスイッチオン!ですが、お酒造りの米は洗ったものを「甑」という蒸篭のようなものに入れて蒸します。

南部美人の甑は「OH式二重式蒸気槽」というものです。これは最新の甑で、クリーンな蒸気を大量に使い蒸し上げます。さらにすごいのは、蒸米は「外硬内軟」が良いと昔からされていますが、外硬を実現するためには、蒸し上げる最後のタイミングで目に見えない乾燥蒸気を蒸米にあてることで、外側が乾き硬くなります。この「乾燥蒸気」をつくりだせて、103度以上の蒸米をつくることができます。
これは昔からの和釜と甑では出来ない事で、現代の科学の発展によりさらに素晴らしい蒸米を得ることが出来るようになりました。
南部美人ではさらに一番下に張る米をベタベタさせないため「擬似米」といわれるものを甑の一番底に入れてその上から米を張ります。(擬似米とはプラスチックで作られた米のダミーです。洗うことにより香りは一切米に付きません)これにより、一番下でも非常にさばけの良い蒸しが出来上がります。
蒸し米は100度近い温度ですが、この蒸し具合を見る方法が「ひねり餅」です。少量の蒸し米を手に取り熱いうちに手のひらでひねって餅をつくり、その餅の具合で蒸し上がりを見ます。
今では吸水率を量ればデーターがしっかりと取れるのですが、それでもやはりひねり餅は欠かせません。科学的なデーターと手の平での感覚、そしてそのひねり餅の食感で蒸しの具合を判断します。冷却の仕方はそれぞれですが、大吟醸の麹米などは床に広げて自然の冷気で冷却します。それ以外の米は放冷機という機械で冷却し、それぞれの温度にして仕込みます。

麹米は約40度まで冷却、酒母の仕込み用の掛米は約40度から50度まで冷却、添の掛米は20度から30度に冷却、仲、留の掛米は約6度まで冷却します。この温度は麹米以外はそのときの気候や仕込み時期で変わります。仕込みの理想温度は「仕込み編」で詳しく書きます。
この冷却した蒸し米を普通なら全てエアシューターで送るのですが、南部美人では仲、留の掛米だけをエアシューターで運びます。それ以外は全て手作業で運びます。
お米を蒸す理由
なぜ蒸すかというと、難しい言葉では、β-型の米デンプン(蒸す前)は熱を加えることによりα-型となります。これをα-化と言い、α-型デンプンはβ-型デンプンより糖化酵素の作用を受けやすくなるからです。つまり蒸さない米では麹のパワーを受けることができないからです。